
來源:www.180mir.cc 發布時間:2014年11月29日
1引言
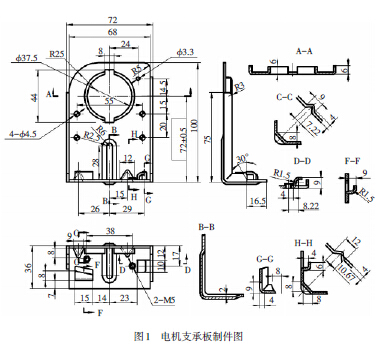
隨著勞動力成本的不斷上升,越來越多的企業采用自動送料的級進模進行沖壓生產。圖1所示是干衣機的電機支承板,生產批量很大,用5副單工序模生產,需經常更換模具,生產輔助時間多,生產效率很低。
改進后采用一副級進模完成該制件的生產,提高了生產效率,減少設備占用,便于生產安排,生產成本大幅降低且質量穩定。
2制件工藝分析
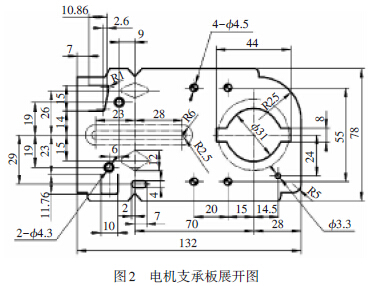
電機支承板如圖1所示,材料為厚t=2.0mm的鍍鋅鋼板,外觀質量要求高,表面無傷痕。該制件彎曲結構較復雜,彎曲側有兩處翻邊孔和兩處Z形彎曲向內凸起,用級進模生產的難點是制件頂出困難,模具強度不易保證。電機支承板展開圖如圖2所示,毛坯尺寸按中性層展開。長邊彎曲處有加強筋參與彎曲,材料變形不均勻,各處展開長度不同,可按無加強筋的彎曲展開,長邊彎曲處通過修成不同的彎曲半徑來調整尺寸。大翻邊孔兩側有缺口使翻邊展開尺寸計算不準,準確的展開尺寸只能通過修正線切割毛坯試翻孔模來確定,保證翻邊高度一致。
制件兩側彎邊高度尺寸精度要求不高,可采用兩側無搭邊的排樣方式,這樣可提高材料利用率。
3模具設計要點
3.1排樣設計要點
電機支承板排樣圖如圖3所示,制件采用4個工位生產,采用中間載體來連接工序件。
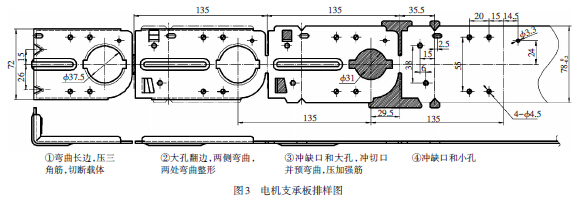
先沖各個小孔,接著通過兩個導正銷導正來控制料帶的步距。在較后工位先彎曲后切斷載體,制件通過水平方向的頂料銷和垂直方向的頂料塊共同作用,將制件推出模外。
制件中間的兩處彎曲結構采用兩個工位完成,先在同一工位完成切口和預彎曲成形,然后在另一工位完成彎曲整形。
各工位的加工內容如下:①沖缺口和各小孔;②導正銷導正,沖缺口和大孔,沖切口并預彎曲成形,壓加強筋;③大孔翻邊,兩側彎曲,兩處彎曲整形;④彎曲長邊,壓三角筋,切斷載體。
3.2模具結構設計要點
(1)采用可靠的導向結構。
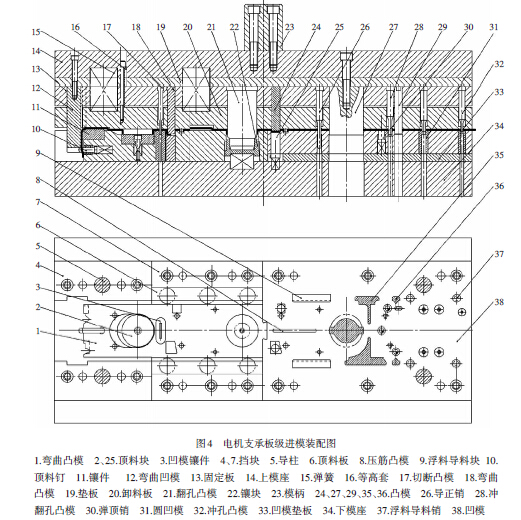
模具結構如圖4所示,該模具是自動送料生產的自動模,模具導向要求精度高且可靠。采用4個滑動導向的導柱進行導向。
卷料的導向通過4個浮料導料銷和2個浮料導料塊來保證。浮料導料塊長度很過料帶缺口長度就能保證帶缺口的料帶通過時不卡料。
卷料的浮起高度應大于彎曲高度,確保送料順暢。
(2)凸模和凹模的設計。
在級進模中,下模同時有沖裁部分和成形部分,沖裁部分需磨刃口,為了便于模具維修,兩部分不宜做成一體。下模彎曲凸模與沖裁凹模通過燕尾槽鑲拼,便于模具加工和裝配定位。
彎曲凸模1端面兩處避讓彎曲結構的凹坑采用電火花加工,保證位置準確。彎曲凸模頂面避讓大翻邊孔的凹槽一側加工出斜面,便于制件推出模外。沖小孔的凹模采用圓凹模,便于模具維修。彎曲長邊的彎曲凹模12采用側向力較大,通過兩側的擋塊4來導向,從而平衡側向力。彎曲凹模12與壓三角筋的凸模做成一體,采用線切割加工。
(3)卸料、頂料制件的設計。
卸料板采用整體結構,用Cr12制造,壓筋凹模直接在卸料上加工出。卸料板通過4個導柱導向,避免卸料板擺動。為了確保卸料板與凹模板保持平行,采用等高套和螺釘固定卸料板。為了保證卸料板在剛開始沖前幾個工位時不至于因受力不平衡而傾斜,在卸料板底面磨出深度等于料厚的凹槽。
每處彎曲部分都設有頂料塊卸料,確保料帶不卡在下模。在較后工位,制件的兩處彎曲結構凸入彎曲凸模1內部,制件卡在凸模上在垂直方向頂不出。采用水平方向的頂料銷10和垂直方向的頂料塊2共同作用,能使制件沿傾斜方向能順利推出模外。
4結束語
該模具已用于生產,沖壓過程順暢,加工的制件尺寸精度和外觀質量滿足設計要求,生產效率高,制件質量穩定。