
來源:www.180mir.cc 發布時間:2014年12月5日
YBX3355-2型防爆電機主要由機座、定子、轉子、接線盒、端蓋、軸承、軸承端蓋、風扇等組成。其中定子和轉子為其核心部件,由上千張硅鋼片疊壓而成,再通過壓力鑄造將熔化好的鋁液壓入轉子壓鑄模中,以完成籠型繞組、平衡柱和風葉鑄鋁工作。作為磁路的一部分,轉子要承受很大的旋轉力矩,其制造要求較為嚴格,裝機后,定轉子之間的間隙僅有2.5mm,如果尺寸稍微很差,就可能使電機在運行中產生摩擦,致使整臺電機報廢。因此,定子和轉子的制造精度成為電機生產的“瓶頸”,而解決“瓶頸”的關鍵是鐵心壓鑄模具的設計。本文從實際出發,對YBX3355-2防爆電機轉子鐵心壓鑄工藝進行了研究,并對轉子鐵心壓鑄模進行了結構設計。
1轉子壓鑄工藝分析
1.1轉子零部件分析
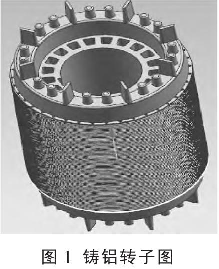
鑄鋁轉子如圖1,該零(部)件由轉子沖片、合金鋁構成,轉子兩端是由鋁合金壓鑄而成的端環、風葉和平衡柱構成,并且對稱分布,因此要求所設計的上下模型腔結構與端環、風葉和平衡柱的外形相同。由工作圖得知,該轉子的外形尺寸為咖350mmx640mm,從設計與制造方面考慮,采用上、中、下三模結構,上、下模為成型部分,形成轉子上、下端面的端環、風葉、平衡柱的形狀,中模起支撐保護調節高度的作用,下模的進給和轉子頂出機構均由電機轉子專用壓鑄機提供。
1.2轉子鑄鋁的工藝性分析及設計要求
1.2.1轉子鐵心的疊壓
轉子沖片是和定子圓片一起落料后沖制48個導條槽孔和20個通風槽孔獲得,導條槽孔注入合金鋁即可起到連接固定作用,通風槽孔用于電機熱量的散失。
轉子鐵心疊壓包括沖片處理、沖片定量、理片、裝片及疊壓等諸多內容。疊壓后的沖片裝于模具內,再利用壓鑄機的活塞,將鋁液強行壓鑄到型腔內,并且在壓力下結晶、成型,從而形成鼠籠轉子。
1.2.2壓鑄過程
整個壓鑄過程是在電機轉子鑄鋁液壓機上完成的,壓射的整個過程分為慢速、快速和增壓三部分,其中,慢速壓射是活塞缸內的鋁液慢速上升,待快接近下模表面時,以很快的速度將鋁液壓射到型腔內,然后增壓一段時間,使型腔內的鋁液結晶冷卻,壓射后,澆口在鑄鋁機上自動切斷。由推送機構拉出,假軸下面有一個頂出機構,向上頂出50mm左右,使鑄鋁轉子和模具分離,利用吊車將鑄好鋁的轉子吊出,退掉假軸,既得到產品。
1.2.3設計要求
(1)模具結構應該簡單、緊湊、并且擁有足夠的強度。
(2)模具結構應該保證鐵心的裝入、取出方便,定位可靠。
(3)模具材料應具備一定的高溫強度,具備一定的抵抗冷熱交替的能力以及抗腐蝕和抗磨損的能力。
(4)安裝和拆卸方便。
2轉子鐵心壓鑄模具設計
2.1模具總體方案選取
2.1.1鑄造方式的確定
轉子鑄鋁常用的方法有:重力鑄鋁、振動鑄鋁、離心鑄鋁、壓力鑄鋁和低壓鑄鋁等,其中離心鑄鋁是質量較好,但是工藝十分復雜,而且模具及鐵心需要預熱,效率低且費用高,低壓鑄鋁轉子的質量與離心鑄鋁的質量相近,但應用時間較短,存在一定的技術問題,國際上先進國家轉子幾乎都采用壓力鑄鋁工藝,在壓鑄過程中,鋁液是以高速、高壓的形式被推入型腔內的,鋁液填充能力強,所以鐵心可以不經預熱直接裝模壓鑄。壓鑄機基本上是半自動化的,生產效率高,勞動強度低,再加上鐵心不用預熱等因素,總體比較,壓力鑄鋁方式為較好。本文設計即采用這種方式。
2.1.2分型面的確定
由轉子鐵心的三維視圖可以看出,壓鑄組件屬于對稱的長圓柱體結構,故分型面選擇在較大的截面處,即兩端面上,這樣可使模具結構簡單,并且分型方便,宜于大批量高效的生產。
2.3.3澆注系統、排氣系統的設計
(1)澆注系統的設計:由于轉子鐵心呈長圓柱體,因此宜選用立式壓鑄模具。簡便起見,可將下模風葉口作為澆注口,與活塞上端面直接接觸,澆注口面積大,澆注完成后再利用壓鑄機自帶的推送裝置將模具拉出,從而使活塞口處與下模風葉口處連接的鋁被拉斷。
(2)排氣系統的設計:鋁液以高速高壓的形式壓入型腔內部,則排氣口宜放在上模頂部,高溫鋁液造成的氣體將會有時間從上部排除,為了不使鋁液從上模噴出,可以設置多個排氣塞,即保障氣體的順利排除,又不會使鋁液溢流。
2.2壓鑄機所需的鎖模力的計算
鎖模力:F鎖=K(F主+F分)
式中,K為系數,取1.25
鑄件在中模上沒有投影面積,且沒有側向分型,故:
F主=0,F分=0.1AP
式中,P為壓射比壓(鋁合金取60MPa),4為鑄件在分型面上的投影面積(cm2)
代入數據后,所計算的鎖模力為:F鎖=kF主=1.25xO.1AP=1.25xO.lx380.33x60=2852.48(kN)
2.3選擇壓鑄機
根據鎖模力F鎖,對壓鑄機進行選擇,可選用HJ013系列315T的轉子鑄鋁專用壓鑄機,主要參數如下:
鎖模力/kN3150
動模板行程/mm1400
壓射力/kN800
射料量/kg50
工作臺尺寸/mm1200x1200
2.4模具結構的設計
2.4.1假軸的設計
假軸又稱鑄鋁軸,它是無軸轉子鐵心疊壓時的定位件。假軸與沖片軸孔以及假軸上的鍵與沖片鍵槽的尺寸配合,直接影響到鐵心槽口是否平直及轉子槽有效面積的大小,假軸選擇中空軸,優點是:①節省材料,降低模具重量;②退假軸時,向孔內澆冷水,使假軸迅速冷卻,假軸直徑減小,方便退出。隨著假軸使用過程中的磨損,外徑尺寸減小,可以使用手錘敲擊假軸頂端使假軸退出。假軸外徑為160mm,內徑為咖110mm。軸頭是下模在線切割機上加工時獲得,無需再做加工,直接焊接于軸底部即可,方便轉子鐵心的定位,沖片內徑為咖16000063.選取軸外徑為160【0.06-0.1】,則可確定假軸尺寸。
2.4.2壓鑄上、下模的設計
由于使用于高溫環境下,并有一定的強度要求,故材料選擇使用3Cr2W8V。下模外徑取419mmx55mm和440mmx80mm的臺階,上模需要加設排氣槽孔,只需在平衡柱頂部鉆10mm的通孔,再鉆一個18mm深8mm的沉孔,安裝上排氣塞達到排氣的效果,上模需固定于鑄鋁機的動模上,特開設4個寬30mm、深25mm的槽,利用螺栓連接固定。
2.4.3壓鑄中模的設計
中模起支撐保護、防止鋁液飛濺的作用,所以取內徑比轉子沖片外徑大0.2~0.3mm,厚度為25mm,配合中模墊取高度為370mm車削加工好后,利用線切割將其切割成均等的三瓣兒,切口形狀為“Z”,分成三瓣兒更容易安裝拆卸,不影響配合尺寸,并且還能有效防止鋁液外漏使中模與沖片粘結難以推出的麻煩。
2.4.4排氣塞的設計
當鋁液進入型腔時,為了使槽內的氣體排掉,上模平衡柱頂端應開設排氣槽,制作排氣塞,排氣塞可以利用車床加工而成,要求精度并不高。
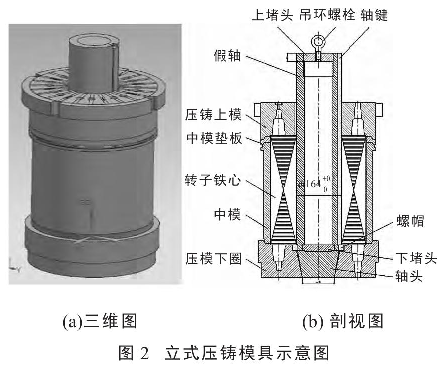
2.5轉子壓鑄模具裝配圖
圖2為轉子壓鑄模具裝配示意圖,其中圖(a)為該模具的三維視圖,圖(b)為該模具的剖視圖。該模具具有重量輕,造價低,通用性好,可以同時滿足不同很數(2~8很)、不同高度的轉子沖片的壓裝。
3結語
本文以YBX3355-2防爆電機轉子壓鑄模為設計目標,結合現有生產條件,對轉子鐵心壓裝工藝及要求進行了分析,對轉子壓鑄模具的結構進行了設計。模具雖然零件不多,但卻能完全能夠滿足制造精度的要求,為YBX3355-2防爆電機高效率、大批量的生產奠定了基礎。本文所提出的設計方法具有較強的應用價值。